Thermoforming
Packaging and more
- Average lead time 45 days
- 46″ x 94″ build size
- 0.04″ – 0.25″ gauge plastic
- No MOQ, No setup fees
Parts as fast as 45 days
The typical lead time for a thermoforming production is 45 days. This includes every step of the production process after validating the part design, such as mold making, thermoforming pulls, and post-processing.
Large Format Press
Our thermoform machine can make parts as large as 46” x 94”. With this ample build area, you can expect to have both large and small parts made efficiently.
No MOQ
We don’t require a MOQ for our thermoforming services, keeping you free to order the exact amount you need. Even if you only need 1 part, we’re happy to help with your production.
No setup fees
Mold setup fees, particularly for low volume runs, can greatly increase your cost per part. With us, you’ll avoid this extra cost because we’ll waive the setup fees regardless of your order quantity.
3 Space Adds Value
Design Assistance
You don’t need existing CAD to work with us. Our engineers are highly skilled in taking concept designs and turning them into usable CAD. With experience built from years of adapting hundreds of unique parts, your design will be in good hands.
DFM Feedback
For pre-existing CAD sent to us, we’ll verify that your design is manufacturable before your mold is cut or printed. We check multiple features to ensure ease of manufacture, including draft angles, wall thickness, feature size, and more.
Material Selection
We offer a variety of thermoforming plastics, enabling you to choose the perfect material for your part’s intended application. If you’re searching for specific mechanical properties, we can make recommendations and source the material you need.
Thermoform Tooling

3D Printed Tooling
Plastic molds perform just as well as metal molds. A single mold can last 2,000 pulls before deformation occurs. 3D printed tooling also offers the benefits of shorter lead times and unrestricted part geometry.

Aluminum Tooling
Thermoforming molds are most commonly machined from aluminum and usually take 6-8 weeks to cut. Depending on your part’s geometry, machining your mold may be challenging.
Thermoforming Materials
LDPE
Durable, flexible Low-Density Polyethylene that is commonly used in packaging.
HDPE
Strong High-Density Polyethylene best suited for packaging, plumbing, and electric.
ABS
General-purpose plastic suitable for a variety of function testing and end-use parts.
Polypropylene
Fatigue-resistant commodity plastic used for electrical, automotive, and consumer goods.
Polystyrene
Widely used plastic for disposable and protective packaging applications.
PET
Lightweight, moisture-resistant plastic used primarily for bottles and other packaging.
Post-Processing
Hand Trimming
Thermoformed parts can be manually trimmed using hand tools. This method is beneficial for sample parts and small runs. For larger quantities, this method may produce inconsistencies due to worker fatigue and human error.
Stamping
For large productions, thermoform excess is typically removed via stamping. This method requires a custom die be used to cut out the shape of the part. This provides more consistency than hand trimming.
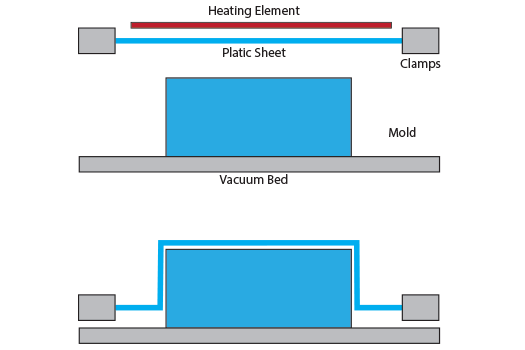
How Thermoforming Works
The thermoforming process uses heat, vacuum pressure, and a mold to form 2D plastic sheets into 3D usable objects. In order to do this, a mold is first cut to create a negative of your design. Air channels are drilled into this mold to enable the vacuum to pull the plastic over the mold. Both the mold and a sheet of thermoplastic are loaded into the machine where a heating element softens the plastic to a malleable temperature. Once the material had been heated to its glass transition temperature and is a rubbery consistency, it is lowered over the mold. A vacuum below the mold suctions out the air between the plastic and the mold. This pulls the plastic taut over the mold so that it takes the mold’s shape. After cooling, the plastic part is taken out, trimmed, and finished.