Butterworth Case Study

Rapid Thermoforming with 3D Printed Tooling
Butterworth Industries is a provider of paint booth and cleanroom supplies for many automotive companies. This includes multiple cloth products, such as industrial machine covers, gloves, masks, and more that protect both machines and workers from paint and harmful chemicals.
Challenge
Butterworth Industries manufactures cloth covers that slip onto industrial robot arms that paint cars. The covers protect the arms from becoming coated in the paint that is circulating in the air of the paint booth. However, as an arm would rotate and bend to perform the task, the cloth cover would get stuck in the arm’s joints. This kept the arm from functioning as intended, and to fix it, production would have to stop so the arm could be dismantled to remove the cloth from the joint. This was a major problem as every minute that an automaker’s production line is down costs tens of thousands of dollars.
To remedy this, Butterworth sought to make an additional cover to go between the arm joint and the cloth cover. At first, Butterworth tried making these themselves using hand measurements and sheets of plastic. The plastic would be cut into the proper shape and bent around the joint, but this led to bunching of the plastic that did not produce a good fit.
Butterworth soon realized that thermoforming could produce the fit they desired without hindering movement of the machine. They did not have the means to make a thermoforming mold and perform the manufacturing process though, so they turned to 3 Space as an outside vendor to complete these tasks.

Solution
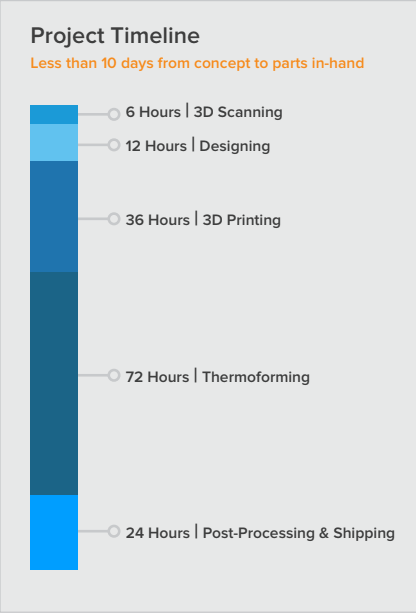
At 3 Space, our expert engineers and top-of-the-line 3D scanners and 3D printers allowed us to meet Butterworth’s needs. We could 3D scan the joints on the robot arm, then use the resulting model as the basis for designing a thermoform mold. Because these were low-volume parts, we could 3D print the mold rather than cutting an expensive tool. Once we had the mold, we could perform the thermoforming in-house. With a plan in place, we were able to produce the plastic covers all in-house within a matter of days.
3D Scanning
To begin the process of making a thermoforming mold, Butterworth sent us a replica of the arm joint that was to be covered. We 3D scanned this using a blue light scanner. A complete scan was rendered within 5-6 hours and served as a basis for creating the thermoforming mold.
The replica sent to us was translucent, meaning that the blue light scanner could not take accurate measurements without first applying an opaque coating to the part, which added time and complexity to the project. More recently, we’ve acquired a Faro laser scanner, which can 3D scan translucent and reflective parts more easily.
Mold Design
Thermoforming molds are typically CNC machined, but we planned to 3D print the mold so that Butterworth didn’t have to wait weeks for tooling. This also allowed us more design freedom because thermoforming relies on air channels and vacuum pressure to work, but CNC machining often restricts the placement of these air channels. With 3D printing, we were able to place the air channels exactly where we wanted to provide optimum suction on the plastic.
Our engineers used the completed scan as the basis for the mold. This involved drawing the mold over the scan in a specialized software so that it could then be used by a 3D printer to print the mold. Apart from ensuring proper placement of air channels, we also added mounting surfaces for snap closures that would be applied to the covers in post-processing. These snaps would allow for easy installation and removal of the arm covers as needed. The completed design was ready-to-print within 12 hours.

3D Printing
We printed the thermoforming mold from ABS thermoplastic on a FDM 3D printer. A mold made from this material can last for up to 2,000 thermoforming pulls, or cycles. The mold was printed and available to start thermoforming in 36 hours – much faster than the 6-8 weeks it typically takes to machine a mold from metal. A high resolution setting was used to ensure that the 0.039” built-in air channels were printed correctly.
3D Printing
We printed the thermoforming mold from ABS thermoplastic on a FDM 3D printer. A mold made from this material can last for up to 2,000 thermoforming pulls, or cycles. The mold was printed and available to start thermoforming in 36 hours – much faster than the 6-8 weeks it typically takes to machine a mold from metal. A high resolution setting was used to ensure that the 0.039” built-in air channels were printed correctly.

Thermoforming
In addition to our 3D scanners and printers, we have in-house thermoforming equipment. We made the plastic covers from LDPE (low-density polyethylene) in batches of 25-75 units per model number. Due to a full thermoforming cycle requiring loading, heating, drawing, cooling, and unloading, our average output per day was 20-25 units. Batches took 2-3 days to complete. We’ve recently purchased new thermoforming equipment which will automate much of the process and drastically reduce lead times.

Post-Processing
We printed the thermoforming mold from ABS thermoplastic on a FDM 3D printer. A mold made from this material can last for up to 2,000 thermoforming pulls, or cycles. The mold was printed and available to start thermoforming in 36 hours – much faster than the 6-8 weeks it typically takes to machine a mold from metal. A high resolution setting was used to ensure that the 0.039” built-in air channels were printed correctly.
Reordering
Our efficient process and ability to do everything in-house within a matter of days led to a continued partnership with Butterworth Industries. We keep the molds in our warehouse so we can thermoform new batches whenever they are needed. Butterworth makes covers for several robot models and our capabilities have provided them with a simple, repeatable process for getting new covers.
Results
3 Space was able to streamline the creation and production of Butterworth’s plastic covers by doing all scanning, designing, printing, thermoforming, and post-processing in-house. Over five years, this process has been repeated to make molds for several robot models and deliver 2,500-3,000 units total.
Advanced 3D scanning technology was used to take accurate measurements down to 0.0003-0.0021”, which far surpasses the accuracy of hand measurements used originally by Butterworth.
3 Space’s engineers designed a snug-fitting easy-to-use plastic cover that successfully prevented the cloth cover from becoming stuck in the mechanical arm joint, thus saving valuable production time by keeping the process running smoothly.
By 3D printing the thermoforming mold, 3 Space saved Butterworth 6-8 weeks of tooling lead time and was able to start producing units immediately.
With 3 Space’s thermoforming machine and expertise, 20-25 units could be made per day. After the mold was designed, an average batch of 25-75 units could be completed and ready-to-ship in 2-3 days.
Future
We have continued making plastic covers for Butterworth Industries on an as-needed basis. On average, we send one batch every quarter, with our annual total coming to 100-300 units depending on Butterworth’s needs. We look forward to furthering our partnership by producing new models of covers and continuing to service Butterworth Industries regularly.