Reachabowl Case Study
Injection Molding for Consumer Products
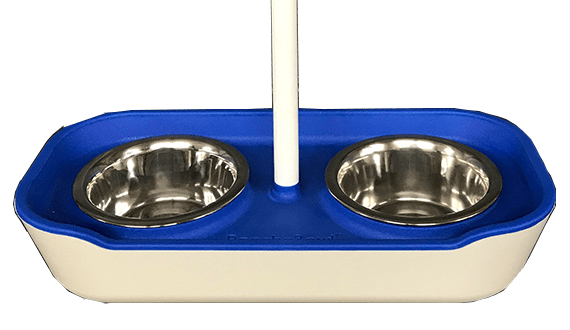
The ReachaBowl is a pet bowl designed to make pet ownership easier for the elderly and the disabled by eliminating the need to be able to touch the floor to feed your pet.
Challenge
Vadim Gordon had finished CAD for the ReachaBowl and was looking for an injection molding partner when he contacted 3 Space. However, this CAD had not been designed with manufacturability in mind, and many areas needed to be reworked to prevent defects or breakage during the molding process. The primary problems included walls that were too thick and insufficient draft angles.
In addition to a DFM redesign, Gordon needed the manufacturer to be able to house inventory and fulfill orders.
Solution
With our team of engineers, top-of-the-line 3D printers, and capable injection molding partners, 3 Space was able to provide all the services Gordon needed. We successfully reworked the design, using 3D printed prototypes to test each iteration and make changes. Once the design was finalized, it could be sent to our overseas injection molding partner to be manufactured. The components would be sent back to us for assembly and shipping.

Prototyping
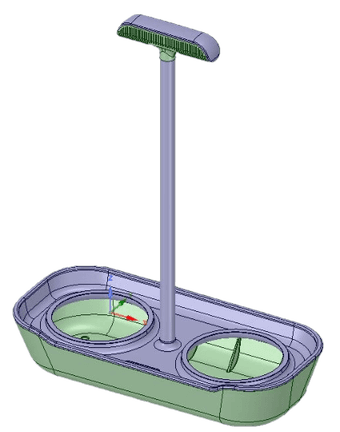
The prototyping stage of design often involves a lot of waiting as prototypes are made by a third party and shipped to the design engineers. However, here at 3 Space, we had multiple 3D printers on-site, which allowed us to produce our own prototypes and have them in hand within a day. The prototypes we made for the ReachaBowl were printed from ABS on a FDM 3D printer. The design consisted of a base, deck, rod, handle, and press-in feet. Each component was printed separately to allow us to test the assembly and functionality of the design and make adjustments before having the mold cut.
Injection Molding
Before this project, most of our experience in injection molding was in industrial products, where the appearance of a part matters less than functionality. But with the ReachaBowl being a consumer product, the parts had to look flawless in addition to being functional. This project allowed us to learn about the more intricate details of injection molding that were required to achieve the desired aesthetic. Getting the color right, reducing tool marks, and achieving the correct surface finish or texture required a great deal of fine-tuning.
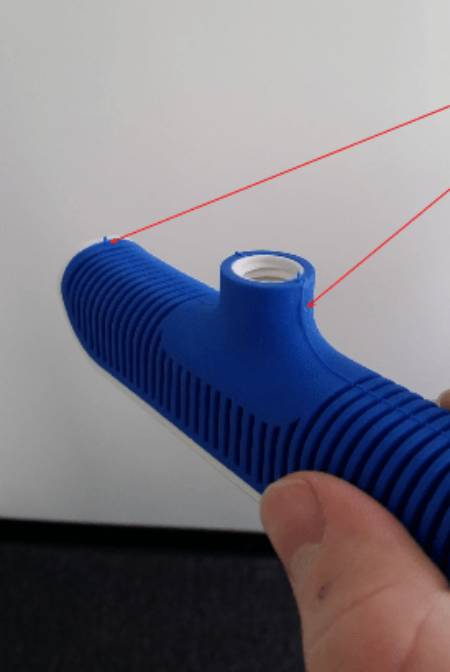
We performed several rounds of revisions. Samples from our molding partner were sent to us, and we responded with photos and annotations explaining what needed to be adjusted in the mold or molding process to make the final product perfect. Some problems we ran into are listed below:
The product was too heavy. This resulted in a more expensive production due to more material being used. We reduced the thickness of the walls in many areas to eliminate excess material usage.
The walls were too thick. Where walls were too thick, sink marks could be seen on the exterior surface. This made for a defective product because a consumer market demanded a high quality aesthetic. In response to this, we made many walls thinner.
The walls were too thin. When we changed the thickness of the walls, some became too thin so parts, such as the handle, which was overmolded with a rubber grip, began to bow. We added ribs to help support these areas, but we also had to ensure they were not too thick or risk encountering the sink problem above.
The handle threading and assembly was incorrect. We wanted to ensure that when the handle and rod were properly assembled, they would stop turning and produce a tight fit. For this, we had to redesign the threads to stop the components from turning once they were fully inserted.
The molding process produced visible flash, ejection marks, parting lines, and discoloration of the material. These problems arose due to variables in the molding process and required experimentation with the length of the process, cleaning of the machine, and positioning of the mold. We worked with our molding partner until the process was perfected and consistently gave us an unblemished product.
Each time we made a design change, it required the mold to be altered, either by cutting more out or welding steel back into place and recutting. Many changes involved adding or shaving off just thousandths of an inch to improve the design and make sure all components fit together with no gaps.

Warehousing & Fulfillment
After the mold and molding process had been finalized, our partner produced a batch of ReachaBowls and shipped them to us. We warehoused the units in our facility and as orders were placed online, we assembled, packaged, and drop shipped the products to customers.
The Final Product
The official ReachaBowl was produced in both a small and a medium to accommodate different sizes of pets. The majority of the product was made from a rigid plastic called PC-ABS, and the rubber feet and rubber grip that was overmolded onto the handle was made from santoprene. The base, rod, and top of the handle were made to be pristine white while the handle grip, deck, and feet were made a rich blue. The deck and handle grip were rough blasted while the rest of the product received a high gloss finish. Removable stainless steel bowls that were included with each unit were imported from India. The ReachaBowl also featured a rim that caught spilled food and water and was dishwasher safe.
Results
3 Space provided product development services to redesign the ReachaBowl for better manufacturability while retaining the creator’s design intent.
3D scanning was used to ensure that the stainless steel bowls fit perfectly in the base for easy installation and removal as needed.
With thorough communication and partnership with an overseas vendor, 3 Space produced an unblemished product that featured two sizes, two colors, two textures, multiple connecting components, and an overmolded handle for a non-slip grip.
3 Space processed orders from online, allowing for drop shipping to customers.