Overview
Fused deposition modelling, or FDM, is a popular and cost-effective 3D printing technology that produces durable parts from standard thermoplastics. FDM accounts for much of the 3D printing we do at 3 Space, both for customers and for our own in-house projects. We’re experts when it comes to this technology.
This guide will be focused on the considerations that must be made when designing 3D printable models for FDM machines. Here, the important factors and design parameters to consider will be explained in some detail to provide a roadmap for developing quality 3D designs that result in high-end 3D printed parts.
The Printing Process
 With FDM, your 3D model is first sliced into cross-sectional layers using specialized software. The 3D printer then reproduces these layers via the extrusion of engineering thermoplastics, such as ABS or polycarbonate. Because of its durable materials, typical industrial applications for FDM include rapid prototyping as well as the production of jigs and fixtures to aid in production.
With FDM, your 3D model is first sliced into cross-sectional layers using specialized software. The 3D printer then reproduces these layers via the extrusion of engineering thermoplastics, such as ABS or polycarbonate. Because of its durable materials, typical industrial applications for FDM include rapid prototyping as well as the production of jigs and fixtures to aid in production.
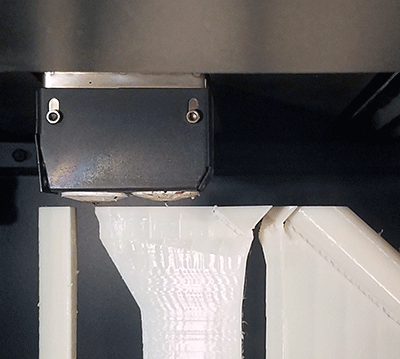
FDM prints a support material to keep overhangs and freestanding features from collapsing during part production. This material is soluble and can be removed with a chemical bath that is harmless to the actual production material. For high temp materials, like Ultem and PSF, the support material is not soluble and must be removed manually.
Designing for FDM
When designing for FDM, one must take into consideration the basic equipment—3D printer—that will employ this additive manufacturing process to translate specified designs. The criteria of the basic equipment to note include:
Build Volume
The build size of a 3D printer highlights the maximum size of the objects a 3d printer can print. For FDM, the maximum build volume is 16x14x16”. If your part is larger than the build volume, the design can be modified to be printed in two or more sections and re-assembled with a lap joint and adhesive.
Layer Heights
The layer height is one of the factors that determine the resolution and quality of a 3D print. In FDM, the layer height determines the printing time, the aesthetic appearance of a print and how costly the printing process will be. So when designing for FDM, one must consider if a lower or higher layer height is needed to bring out the best in a design. The layer heights available for FDM are 0.005”, 0.007”, 0.010” and 0.013”.
If your 3D model comes with geometrical parts that include; curved surfaces, angles or detailed features, a lower layer height should be used to ensure accuracy and a high-end visual appearance. The use of a lower layer height will also increase the printing duration for your model. While a more functional 3D model which depends more on its strength and durability than aesthetics would be printed with a higher layer height thereby speeding up the printing process.
Tolerances
Designing for FDM also means tolerance must be taken into account to ensure that your design’s features are correctly reproduced. Tolerance and minimum feature size for FDM parts are dictated by the diameter of the material at the point of extrusion, similar to the way the cutting tool determines feature size on an end mill. Generally, FDM can hold tolerances of ± .005 in. or ± .0015 in/in , whichever is greater.
Infill Types
A standard FDM print when completed consists of two important components; boundary and infill. Generally, the boundary of a 3D print defines the external geometry of the part while the infill is basically the internal structure of the print. Infill plays a pivotal role in determining the strength and weight of the 3D print and how well-connected protruding features are to a base surface. Therefore, it must be taken into consideration when designing for FDM. The infill geometry to note when designing includes:
- Sparse—this infill makes use of a single honeycomb pattern throughout the parts of a design. It is used with models that do not require functional strength and is very cost-effective.
- Double–Dense—this infill pattern makes use of a double-honeycomb pattern to enhance the strength of the different parts of a 3D print. It serves as a means of increasing print strength cost effectively.
- Solid—this is the best option when added strength is absolutely necessary to the performance of a model. It makes use of rectangular-patterned infill which provides strength in every direction.
Part Orientation
When designing for FDM, part orientation must be given some consideration due to the slicing process which happens in increments and determines the surface finish achieved. Therefore to achieve the best surface finishes, it is recommended that the side with more surface support should be designed in the XY plane and not Z. It is important to note that surfaces built on the Z-axis will be stepped leading to a poor surface finish while building on the XY-plane increases the strength and surface quality of the print.
 Feature Design
Feature Design
Wall Thickness
Wall thickness is basically the distance between the outer surface at any point on your 3D model and its opposite supporting wall. When modelling, this factor as well as the material you intend to 3D print with must be taken into consideration.
To reduce the problems associated with wall thickness, make the minimum wall thickness inversely proportional to the strength of the material to be used i.e. when using strong materials, the minimum wall thickness can be a bit thin while for fragile materials, extra millimetres should be added.
General Recommendations
| Slice Thickness | Minimum Wall Thickness |
| 0.007” | 0.028” |
| 0.010” | 0.040” |
| 0.013” | 0.052” |
Holes
Compared to traditional manufacturing processes like machining or molding, FDM has relatively low tolerances that may cause some features to not fit correctly. We recommend over-sizing holes by 0.005” to ensure proper fitment. Parts printed with solid infill can be drilled, but it is best avoided when possible.
Pins
Vertical pins can be made use of when assembling the different components of your 3D print. When designing pins, design large pins to achieve a strong connection between parts. Large pins make use of infill for the added strength while smaller pins can be made up of only boundary layers with no infill between them. Smaller pins are also quite weak and are more ornamental than functional. If in need of functional small pins, simply design holes which can contain off-shelf metal pins.
Fillets
While FDM is capable of producing parts with sharp 90° angles, they may be too fragile for your intended application. Fillets can be used to strengthen freestanding features and features with sharp angles.
Bosses/Ribs
Another option that can be employed to support your 3D print as well as increase the strength of load bearing features while 3D printing is with the use of Bosses and Ribs. We recommend that you include ribs and bosses in the direction of the loading pressure and as a support for singular extruded features. Ensure that the wall thickness of your ribs/bosses follows the wall thickness guidelines outlined above.
Threads/Fastening Hardware
When designing 3D models that require the use of large threads to assemble the different parts of your model, it is recommended that you integrate these threads into your design. Your design should focus on providing rounded roots and crests because they 3D print better than sharp-edged threads.
For smaller threads or threads that need to be more durable, fastening hardware, such as heat-set inserts, can be added to your part. If you are considering embedding hardware to your model, then it is important that you design the model to have little clearances which will accommodate any shrinking.
Text
FDM can support both raised and recessed text, so long as minimum wall thickness and feature size are observed. It should also be noted that the build orientation of the text and the contour of the surface the text is applied to will have an impact on the overall appearance.
FDM 3D Printing at 3 Space
Here at 3 Space we offer FDM 3D printing services on top-of-the-line industrial printers. With our equipment selection, we can accommodate all of you FDM needs, from a single prototype to low-volume production. And our technicians have experience printing thousands of different designs; there’s nothing we haven’t seen. We can help you get the quality parts you need, when you need them.
Contact us to learn more about our industrial 3D printing services.