This post is part of our Injection Molding Design Guide series.
Wall thickness is one of the primary design concerns when it comes to plastic injection molding. Improperly designed walls can lead to many costly problems and production setbacks. In this article, we’ll discuss how your material influences your wall thickness, why making walls too thick or too thin is problematic, and the importance of uniform wall thickness.
Material Matters
The most important factor when determining your part’s wall thickness is what material you are using. Material choice should be one of the first decisions you make when designing your part for injection molding because your wall thickness will depend on how sturdy and flexible your material is. Materials have different compositions and characteristics, which makes some better suited for thinner walls and others for thicker walls. Depending on a material’s mechanical properties, it may be hard for it to flow into a tight area. This is especially true of fibre-reinforced materials, which demand you design your walls toward the thicker end of your material’s suggested thickness range.
For quick reference, we’ve provided a chart of the recommended thickness ranges for some of the most common injection molding materials.
Material Inches (in) Millimeters (mm)
ABS 0.045 - 0.140 1.143 - 3.556
Acetal 0.030 - 0.120 0.762 - 3.048
Acrylic 0.025 - 0.150 0.635 - 3.81
Liquid crystal polymer 0.030 - 0.120 0.762 - 3.048
Long-fiber reinforced plastics 0.075 - 1.000 1.905 - 25.4
Nylon 0.030 - 0.115 0.762 - 2.921
Polycarbonate 0.040 - 0.150 1.016 - 3.81
Polyester 0.025 - 0.125 0.635 - 3.175
Polyethylene 0.030 - 0.200 0.762 - 5.08
Polyphenylene sulfide 0.020 - 0.180 0.508 - 4.572
Polypropylene 0.025 - 0.150 0.635 - 3.81
Polystyrene 0.035 - 0.150 0.889 - 3.81
General Rule of Thumb 0.040 - 0.140 1.016 - 3.556
A Happy Medium
Upon examining the chart above, you may be curious as to why these differences in plastic molding wall thickness matter. Simply put, the injection molding manufacturing process is just injecting molten plastic into a mold and ejecting the part once it has cooled and solidified. However, it can only be this smooth and easy when the part is designed with the process in mind. When walls are too far to one extreme or the other, severe problems can arise with your part when you set about injection molding it. Below, we’ll discuss what can happen in each extreme when recommended material thickness ranges are ignored and some good solutions for these problems.
Too Thick
While they may seem like a good approach to building strength, thicker walls take longer to cool than thinner walls. This means that the part must stay in the mold longer before it can be ejected. This eats up production time and reduces the amount of parts you can produce in a day. Additionally, thicker walls mean you are using more material per part where thinner walls may have sufficed. As such, the thicker you make your walls, the higher your cost per part.
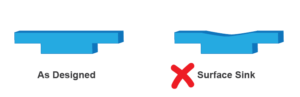 An easy solution may seem to be to just add thickness where you need the most support. However, if an abrupt change in thickness occurs in your design, it has the possibility of creating sink marks. Sink marks occur when thinner walls have cooled and a thicker wall has not solidified. In this instance, because plastic shrinks as it cools, the thicker wall will only be able to pull material from the surface. The sink mark will cause cosmetic deformity and, if it is severe enough, a point of weakness in the part. A way to fix this is by incorporating a thickness transition into your design. By adding a slope or series of intermediate steps to transition from one thickness to another, you are more likely to avoid sink marks.
An easy solution may seem to be to just add thickness where you need the most support. However, if an abrupt change in thickness occurs in your design, it has the possibility of creating sink marks. Sink marks occur when thinner walls have cooled and a thicker wall has not solidified. In this instance, because plastic shrinks as it cools, the thicker wall will only be able to pull material from the surface. The sink mark will cause cosmetic deformity and, if it is severe enough, a point of weakness in the part. A way to fix this is by incorporating a thickness transition into your design. By adding a slope or series of intermediate steps to transition from one thickness to another, you are more likely to avoid sink marks.
Too Thin
Walls that are designed to be thinner than the material’s recommended minimum will be brittle. Breakage can often happen during ejection because of the force the ejector pins must use to push the part out of the mold. In addition to this, thin walls can cause flow rate issues. This is how fast a material can flow into the mold cavity. If the material cannot fill all the features before it cools, you can be left with voids. On the other hand, thin sections can be achieved by using a bigger injection molding machine. These have a higher force of injection that is able to push the material into all crevices of the mold. However, these bigger machines are more costly to operate and also require higher grade steel molds that will be just as expensive.
The Middle Ground
 Finding the happy medium for wall thickness for your part depends on your part’s intended use. For example, if your part needs to be thick-walled to be sturdy, you will want to investigate how thin you can make your walls to keep costs low without compromising the functionality of the part. In this case, if your part must endure high stress, you do not necessarily have to make your walls thicker. Ribs and gussets can support thin and/or tall walls and give the same durability as thick walls without the above drawbacks.
Finding the happy medium for wall thickness for your part depends on your part’s intended use. For example, if your part needs to be thick-walled to be sturdy, you will want to investigate how thin you can make your walls to keep costs low without compromising the functionality of the part. In this case, if your part must endure high stress, you do not necessarily have to make your walls thicker. Ribs and gussets can support thin and/or tall walls and give the same durability as thick walls without the above drawbacks.
Uniformity
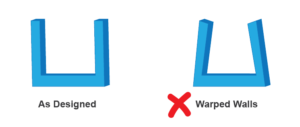 As mentioned earlier, abrupt changes in wall thickness within a part can cause big problems. Slope or step transitions can usually prevent this, but it is important to know why this is a big deal. Thin walls will cool and solidify much faster than thick walls. During shrinking, the thick section will pull on the adjacent thin walls and may result in permanent warp of the part upon ejection from the mold. If this occurs, your part may not fit or function as intended. Additionally, this can create a sink or dip on the surface of the thicker wall section.
As mentioned earlier, abrupt changes in wall thickness within a part can cause big problems. Slope or step transitions can usually prevent this, but it is important to know why this is a big deal. Thin walls will cool and solidify much faster than thick walls. During shrinking, the thick section will pull on the adjacent thin walls and may result in permanent warp of the part upon ejection from the mold. If this occurs, your part may not fit or function as intended. Additionally, this can create a sink or dip on the surface of the thicker wall section.
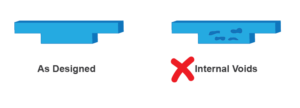 Another key spot to watch for is the conjunction of a rib and a wall. If the rib is too thick, the point where it intersects with the wall will be thicker than the rest of the wall. While this can cause sink and warp, it can also add a void. If the thinner portions of a wall cool before material has filled a thicker area, such as where a rib connects, a void may form and reduce your part’s strength. Sticking to one thickness for the entirety of your part will help prevent these problems and the expensive redesigns to correct them.
Another key spot to watch for is the conjunction of a rib and a wall. If the rib is too thick, the point where it intersects with the wall will be thicker than the rest of the wall. While this can cause sink and warp, it can also add a void. If the thinner portions of a wall cool before material has filled a thicker area, such as where a rib connects, a void may form and reduce your part’s strength. Sticking to one thickness for the entirety of your part will help prevent these problems and the expensive redesigns to correct them.
Design at 3 Space
Here at 3 Space, we offer a variety of manufacturing services, including 3D scanning and printing, part design and inspection, injection molding, and more. Our engineers are always happy to help with design suggestions and changes. If you’re uncertain that your design is ready for injection molding or would like to learn more about alternative manufacturing methods, contact us here.