This post is part of our Injection Molding Design Guide series.
With plastic injection molding, it is important to design for manufacturability. To do this, you must take every step of the process into consideration, including ejection from the mold. Even though the part may form correctly in the mold, problems can arise during the ejection of your part. A draft angle will help avoid most of these issues. In this article, we’ll discuss what a draft angle is, why it’s important, and recommendations on designing your part for easy ejection.
What is a Draft Angle?
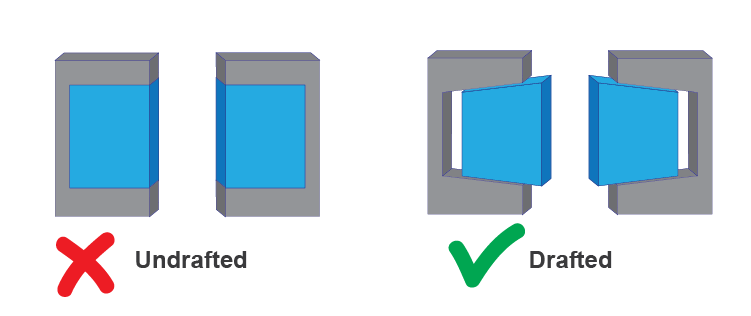 A draft angle is a slant that is applied to each side of most features of an injection molded part. The angle, which is positioned to run toward the direction of a mold’s pull and parting line, helps with releasing the part from the mold. It is rare that a component of a part does not need to be drafted. These cases may include certain low-friction materials, such as some grades of nylon, or specific features, such as crush ribs. However, 99% of the time, you will need to design draft into your part to have the best chance at success with your injection molded part.
A draft angle is a slant that is applied to each side of most features of an injection molded part. The angle, which is positioned to run toward the direction of a mold’s pull and parting line, helps with releasing the part from the mold. It is rare that a component of a part does not need to be drafted. These cases may include certain low-friction materials, such as some grades of nylon, or specific features, such as crush ribs. However, 99% of the time, you will need to design draft into your part to have the best chance at success with your injection molded part.
Why Draft is Important
Having easier ejection from the mold may seem like a minor concern, but draft is crucial to manufacturing parts that meet your quality standard. Without draft, major problems can arise in the injection molding process that increase the time and cost of production.
When no draft is designed into the part, problems can come from friction and vacuums. These issues can damage both your part and even your mold in extreme cases. These problems are a direct result of having insufficient draft. Because plastic shrinks as it cools, portions of the part may pull away from the mold while others grip the core. If there is no draft angle that allows a simple push from the ejector pins to pop the part out of the mold, the part’s surfaces will often drag along the mold as it is being ejected. This friction between the two surfaces can cause scratches or gouges in your part and affect the appearance. This is particularly troublesome if your part is being molded with a surface finish or texture. The friction will scrape away texture and leave you with many rejected parts.
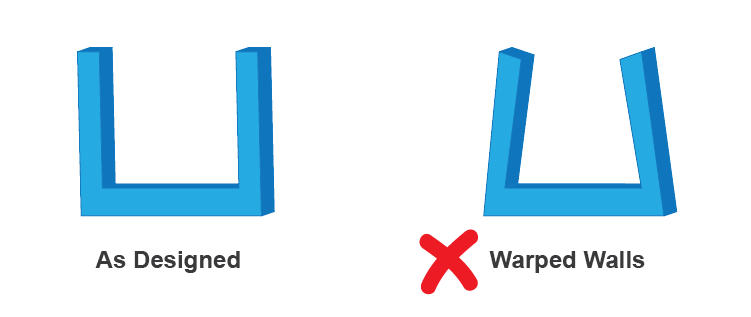
In addition to friction, no draft presents the possibility of a vacuum forming during ejection. If the sides of a feature cannot release from the mold, the ejector pins may push on the section until the vacuum becomes so stressed that the part may bend, break, or warp by the time it is pushed out. The alternative is that the part becomes stuck in the mold if the ejector pins are not strong enough to overcome the vacuum. A higher ejection force would be needed to remove a part without draft, which means the part would need to cool longer before it can be ejected successfully. This increase in cycle time and the likelihood of having more rejected parts overall will drive up your production costs.
By adding draft angles to your design, you can avoid these problems and lower the cost of production. Draft will allow parts to release from the mold with ease, which will result in better cosmetic finishes and fewer rejected parts. In addition, draft can help you avoid costly elaborate ejection setups.
Draft Recommendations
In terms of exact recommendations for how much draft your part will need, 1 degree of draft per 1 inch of cavity depth is a good place to start. Keep in mind that this will need to be adapted based on several factors, such as what material you are using and its shrink rate, your part’s wall thickness and intended finish or texture, and your manufacturer’s ejection capabilities. For example, 1-2 degrees of draft works well in most cases, but if you are using a brittle or high-friction material, you will want to have a larger draft angle to prevent damage. Soft or low-friction materials can have smaller draft angles if necessary because they are easier to eject. For parts with texture, draft is important so that the part will not be locked in the mold as a result of the texture. Parts with heavy texture need more clearance than parts with light texture, so it is good to aim for 3-5 degrees of draft on any textured surface.
While there is no exact rule of thumb, the ideal draft angle is the largest you can make it without compromising the appearance, fit, or function of the part. If the draft is so steep that you or your customers will be unhappy with the appearance, you should reduce it. The key to draft is recognizing that it is a necessity rather than an option. Even a draft angle of 0.25 degrees will be better than zero draft.
A further recommendation on draft angles is to make sure everyone involved in the design and production of your part is on the same page, especially when you choose to go with a limited draft. Your customers, stakeholders, and manufacturer should be included in these discussions before any finalization. This is critical because engineers will not often know where the mold parting line will be, so it is important to be in communication with the manufacturer to properly define draft angles. Furthermore, since draft can affect the fit or function of your part, it is important to incorporate draft early in the design process. It can be easy to forget this or choose to do it later, but doing so may make you run into costly redesigns down the road. If you plan for your part to be injection molded, always design a draft angle.
Design at 3 Space
Here at 3 Space, we offer a variety of manufacturing services, such as injection molding and 3D printing, as well as design services, such as part design, part inspection, and 3D scanning. If you’re unsure whether you have allowed enough draft for your part or need a general inspection to make sure your part is ready for injection molding, our engineers can assess your design and make suggestions. For more information, contact us here.