This post is part of our 3D Printing Technologies series.
Additive manufacturing has many forms, including a thermoplastic sintering method referred to as SLS that makes functional prototypes and end-use 3D printed parts. Due to its use of a high-powered laser, this technology is best used in an industrial setting only. In this article, we’ll cover what SLS is, where and why it is used, how parts are created with SLS, common available materials, and possible alternatives to SLS.
What is SLS?
Selective Laser Sintering, or SLS, is an additive manufacturing technology that creates reliable parts by sintering powdered material together. Because of its speed, it is ideal for small to medium batch productions. It can work with thermoplastics, ceramic, and glass. A similar process called Direct Metal Laser Sintering (DMLS) can sinter 3D metal parts. For the sake of simplicity, however, this article will focus only on SLS as it relates to plastics.
 Advantages of SLS
Advantages of SLS
- Strong, stiff parts
- No support structures
- Fewer geometrical limitations than traditional manufacturing methods
- Shorter lead time than traditional manufacturing methods (can be used for rapid prototyping)
- Relatively inexpensive materials
- Less waste (reusable powder)
- Multiple finishing options
Disadvantages of SLS
- Grainy surface finish (needs extra post-processing)
- Parts are about 30% porous (requires sealant)
- Vulnerable to warping and oversintering (care needed for accuracy on small holes and large flat surfaces)
- Not suited for large volume productions (costly and time-consuming)
Applications of SLS
Due to its speed and virtually limitless design possibilities, SLS is a popular choice for many industries, such as the automotive, aerospace, medical, healthcare, and electric fields. Specifically, SLS parts are often used for bridge manufacturing, investment casting patterns, snap-fit parts or enclosures with living hinges, customized prosthetics, and more. In a more broad sense, however, SLS can be used to create parts for the following applications:
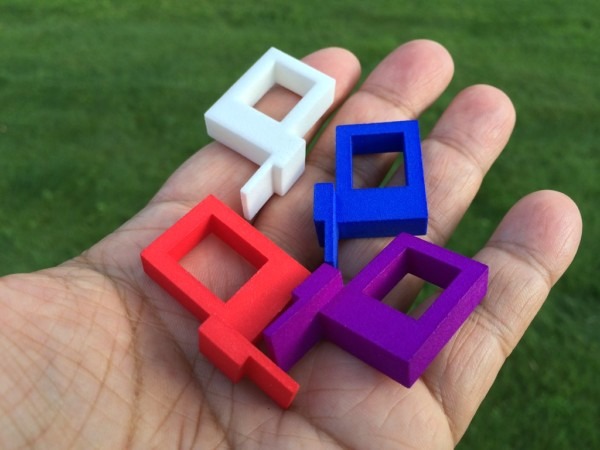
 Rapid Prototyping – SLS does not use support structures, so parts can be “nested” within the build area to complete more parts in a batch during a single print run. This speeds along both printing and post-processing since there are no supports that need building or removing.
Rapid Prototyping – SLS does not use support structures, so parts can be “nested” within the build area to complete more parts in a batch during a single print run. This speeds along both printing and post-processing since there are no supports that need building or removing. - Functional Parts – Once sintered, the powdered thermoplastics are stiff and strong. The parts can be dyed and finished in a variety of ways to make them suitable for most work environments.
- High Temp – Powdered thermoplastics can tolerate similar temperatures as extruded thermoplastics, and some SLS materials are also flame, smoke, and toxicity verified.
The Printing Process
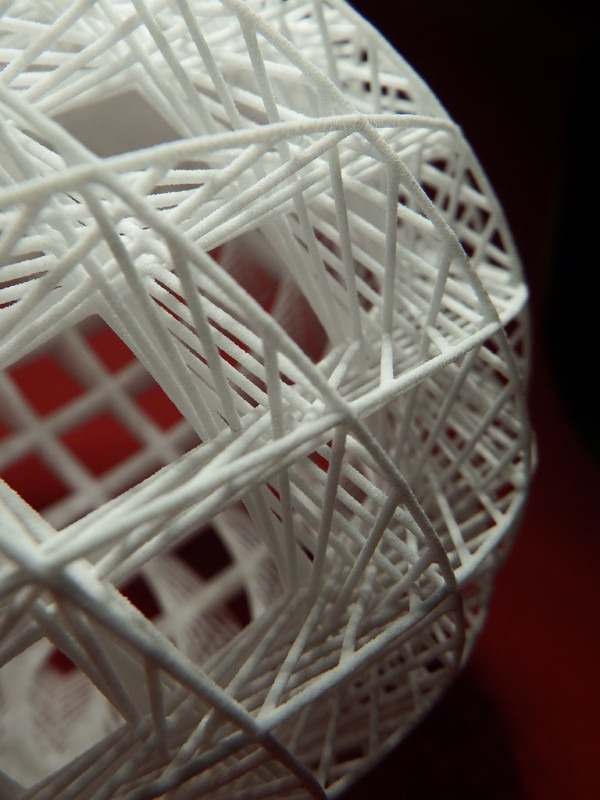
The SLS 3D printing process is a type of powder bed fusion technology that works by using a high-powered carbon dioxide laser to sinter together powdered thermoplastics. The process begins by the machine splitting your digital design into cross-sectional layers that it will use as a map to build your part one layer at a time until the stacked layers form a complete part. The entire process is as follows:

A layer of powdered thermoplastic material is deposited over the full print bed, which has walls to keep the powder contained. This print bed is kept in an enclosed chamber that is filled with inert gas, commonly nitrogen, and that is heated so that the build area is kept just below the material’s melting point. This makes it so that when the laser comes into contact with the powder, it only has to raise the temperature of the material slightly to fuse it together. High frequency scanning mirrors guide this laser in the shape of the first cross-sectional layer, and any material in the laser’s path sinters together. After completing a layer, the print bed lowers by one layer height and a fresh layer of powder is deposited for the process to repeat.
Once the part is completed, it can only be removed once the build chamber has cooled completely, which can take up to 12 hours.

Support Structures
SLS is unique because it is the only 3D printing technology that does not use support structures. Rather, the unsintered powder from each layer formation acts as support. As more layers are added, the unsintered powder compacts to form a sort of “cake” around the part. This holds the part in place and cushions it just as support structures would.
The lack of support structures aids in speeding up the printing and post-processing stages because no extra time is spent building or removing support structures. This also opens up the possibility to print smaller parts in larger batches because they can be “nested” together in the build chamber. Hollow sections can also be achieved due to the powder acting as support.
Post-Processing
Once the build chamber has cooled, the part is ready to be removed, cleaned, and finished. The powder cake that formed around the part during printing must  now be removed. This is done manually with hand brushes, compressed air, or another blasting media. Leftover unsintered powder can be collected, sifted, and reused, though only up to 50% may be reusable.
now be removed. This is done manually with hand brushes, compressed air, or another blasting media. Leftover unsintered powder can be collected, sifted, and reused, though only up to 50% may be reusable.
Further post-processing is recommended because SLS parts are porous and come out with a grainy surface finish due to the nature of powder sintering. There are several options for cleaning up the surface and/or changing it to fit your needs, including bead-blasting, sanding, tumbling, dyeing, priming, painting, sealing/coating, and flocking. Due to the porosity of SLS parts, sealing your part is necessary if you wish to use it in humid working conditions.
Differences from DMLS
The SLS printing process is nearly identical to that of DMLS, but it is important to know how they differ. The primary difference is that SLS does not fully melt the powder together as DMLS does. Rather, SLS only fuses the edges of the powdered particles together, meaning that parts created via SLS will always be inhomogeneous and porous. Additionally, DMLS must use support structures since metal is more dense than plastic and the metallic powder will not support the DMLS parts as SLS will with its parts.
Materials
SLS uses powdered thermoplastics that are most typically from the Nylon family. Nylon materials, including those with carbon fiber, glass, or aluminum additives, are popular choices as different grades offer varying superb mechanical properties. Such properties may include heat resistance, flame retardancy, impact resistance, wear resistance, high strength, chemical resistance, low moisture absorption, electrical-dissipation qualities, and/or the ability to be printed with varying shore values for slight flexibility. Below, we’ve covered the most common SLS thermoplastics you’ll find on the market:
 Flex TPE
Flex TPE
- Combines the best attributes of elastomeric polyurethane and TPE (Thermoplastic Elastomer)
- Flexibility and functionality of both Shore 40A & 70A
- Commonly used for parts requiring minor flexibility
Nylon 11 EX
- White
- Strength similar to molded ABS and polypropylene
- High impact strength
- Commonly used for intricate ductwork, thin-walled components, living hinges, and snap-fit designs
Nylon 11 FR
- Translucent white
- Polyamide composite
- Flame, smoke, & toxicity certified (FAR 25.853 12-second and 30-second burn tests)
- Superb elongation at break
- Commonly used in the aerospace and automotive industries where flame retardancy is necessary
 Nylon 11
Nylon 11
- White
- High elongation
- High impact strength
- Commonly used in the aerospace and sporting goods industries and useful for prototyping components with living hinges
Nylon 12 PA
- White
- Comparable to Nylon 11, but deforms less
- Good chemical resistance
- Low moisture absorption
- Excellent surface resolution
- Good for producing low volume end-use parts
- Commonly used for production plastic parts, such as snap-fit designs, enclosures, housings, impellers, connectors, ductwork, etc.
Nylon 12 FR
- White
- Similar to Nylon 11 FR
- Flame, smoke, & toxicity certified (FAR 25.853 12-second, 30-second, and 60-second burn tests)
- High strength
- Best accuracy and surface finish of the other available flame retardant SLS materials
- Commonly used in the aerospace and automotive industries for flame retardant components
 Nylon 12 GF
Nylon 12 GF
- White
- Glass-filled Nylon 12
- Higher tensile modulus and HDT compared to unreinforced Nylon 12
- High mechanical stiffness
- Commonly used for enclosures, housings, consumer sporting goods, and complex or form-fit-functional prototypes
Nylon 12 CF
- Dark gray
- Carbon-fiber reinforced Nylon 12
- Higher tensile strength and stiffness compared to unreinforced Nylon 12
- Wear resistant
- Electrically dissipative
- Resistant to extreme temperatures
- High strength-to-weight ratio
- Good for fine details
- Commonly used for parts requiring endurance in extreme temperatures, such as underhood components and wind tunnel display models
Nylon 12 GSL
- Dark gray
- Carbon-fiber filled
- Lighter weight than Nylon 12 CF
- Resistant to high temperatures
- High strength-to-weight ratio
- Good details and surface finish
- Commonly used in the aerospace and athletic industries, including for components in unmanned aerial vehicles
 Nylon 12 HST
Nylon 12 HST
- Neutral colored
- Mineral-fiber reinforced Nylon 12
- High stiffness
- High temperature resistant
- Non-conductive
- RF transparent
- Commonly used in environments with elevated temperatures as enclosures and structural/load-bearing components
Nylon 12 AF
- Gray metallic similar to appearance of aluminum
- Aluminum-filled Nylon 12
- Higher tensile and flexural modulus compared to unreinforced Nylon 12
- Wear resistant
- Good details and surface finish
- Commonly used in the aerospace, automotive, electronics, packaging, and consumer products industries
Alternatives to SLS
Depending on your production plans and your part’s intended application, SLS may not be the best option for your part’s production.
For example, if you need a smoother surface finish straight out of the printer for cosmetic prototypes that resemble injection molded parts, PolyJet or MultiJet 3D printing may better suit your needs. Both technologies work with resins and UV light to create parts with a sleek surface finish. While SLS can be treated in  post-processing to remove its natural grainy surface finish, this may equate to time lost in production that you might save with PolyJet or MultiJet 3D printing. These two resin technologies are also better for fit testing due to having much tighter tolerances than SLS. Additionally, if you need access to a wider range of flexibility, PolyJet is a great option because it can blend resins to produce parts in a variety of shore values that range from soft rubber to hard plastic.
post-processing to remove its natural grainy surface finish, this may equate to time lost in production that you might save with PolyJet or MultiJet 3D printing. These two resin technologies are also better for fit testing due to having much tighter tolerances than SLS. Additionally, if you need access to a wider range of flexibility, PolyJet is a great option because it can blend resins to produce parts in a variety of shore values that range from soft rubber to hard plastic.
Of course, it is important to keep in mind that both of these technologies are still additive manufacturing methods, which means they are not optimal for high volume productions. For large production runs, injection molding will be the better choice.
Ultimately, your part’s intended application will be the best indicator of which production method may work best for you, and it is important to keep this in mind throughout the whole production process.
3D Printing at 3 Space
Here at 3 Space, we offer a wide selection of manufacturing options, including injection molding, thermoforming, and PolyJet, MultiJet, and FDM 3D printing. If you would like to learn more about our available technologies or have questions about which would be best suited for your needs, don’t hesitate to contact us to talk to one of our engineers today.