This post is part of our 3D Printing Technologies series.
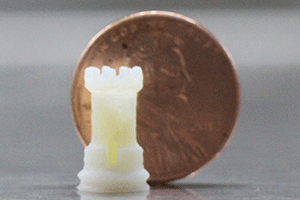
There are multiple 3D printing technologies available, including several that deal with thermoset photopolymers. PolyJet is one such technology, and it produces excellent fine details and a smooth surface finish for aesthetically pleasing parts. For best results, industrial PolyJet printers should be used, and as such, this article will focus on PolyJet as it performs on the industrial level. Also, in this article, we’ll detail what PolyJet is, how it works, its best applications, common photopolymers, and alternative manufacturing options.
What is PolyJet?
PolyJet 3D printing is a type of additive manufacturing technology that works with thermoset photopolymers. These printers have multiple print heads, which allows them to hold two model materials plus a support material at one time for printing multi-material and/or multi-colored parts in a single print run. The printer can also blend these materials to achieve a wide range of mechanical properties and shore hardnesses.
 Advantages of PolyJet
Advantages of PolyJet
- High resolution (600 DPI)
- Smooth surface finish
- Can hold two model materials at once and blend them in different ratios to create digital materials
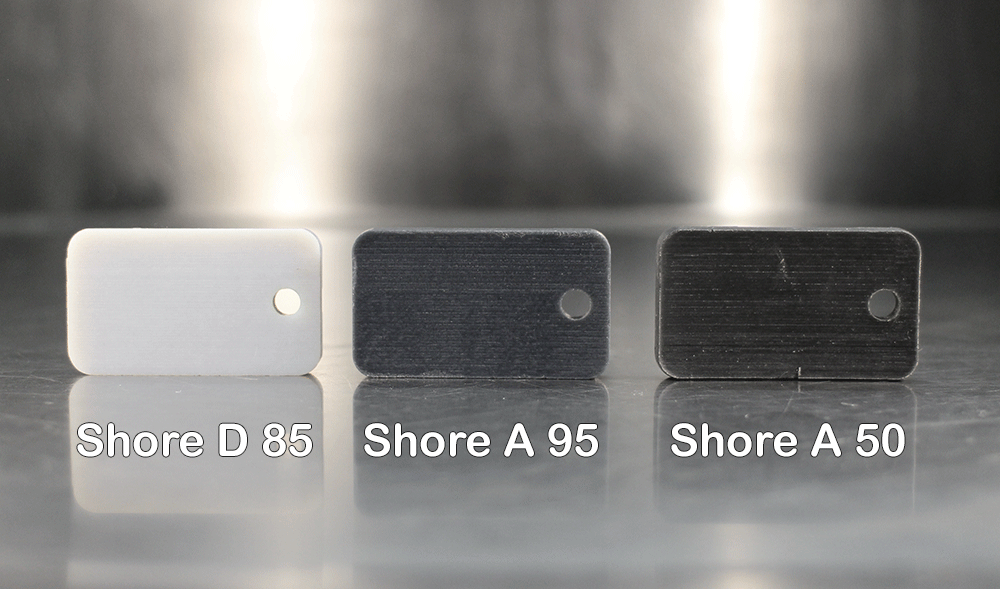
- Customizable material properties and shore hardnesses in digital materials (from soft rubber to hard plastic)
- Fewer geometrical restrictions compared to traditional manufacturing
- Faster lead time than traditional manufacturing (great for rapid prototyping)
- Can simulate overmolding without tooling (multi-material and multi-color parts)
Disadvantages of PolyJet
- Outdoor use not recommended (overexposure to UV light can weaken parts)
- Large volume productions are not viable (costly and time-consuming)
- Water jet used to remove support material (requires plumbing)
Applications of PolyJet
Due to the customizability of its resin materials, PolyJet is popular for many applications in a variety of working environments, such as those of the dental, medical, automotive, aerospace, robotics, and defense industries. PolyJet can also work for creating custom tooling, jigs, and fixtures. In a broader sense, however, PolyJet can be used in the following ways:
 Cosmetic Prototypes – PolyJet produces parts with a high resolution and smooth surface finish that can mimic the aesthetic of traditionally injection molded parts. It can also be useful for making parts to evaluate the appearance and ergonomics of a design, particularly moving assemblies and organic geometry.
Cosmetic Prototypes – PolyJet produces parts with a high resolution and smooth surface finish that can mimic the aesthetic of traditionally injection molded parts. It can also be useful for making parts to evaluate the appearance and ergonomics of a design, particularly moving assemblies and organic geometry. - Fit Testing – PolyJet exhibits fine control over its material, making it capable of tight tolerances. As such, parts produced via this method are excellent for fit testing of many components, including small, intricate parts like electrical connectors.
- Flexible Parts – Digital materials, or resin blends, can be created with PolyJet to achieve a range of flexibility that simulates traditional elastomers.
The Printing Process
As it is an additive manufacturing technology, PolyJet first requires your digital design to be split into thin cross-sectional slices by the printer’s control software. These slices are the layers that the PolyJet 3D printer will use to guide the print head and accurately construct your part in physical form. Layers are recreated on a build platform with PolyJet’s photopolymers, which are curable via UV light.
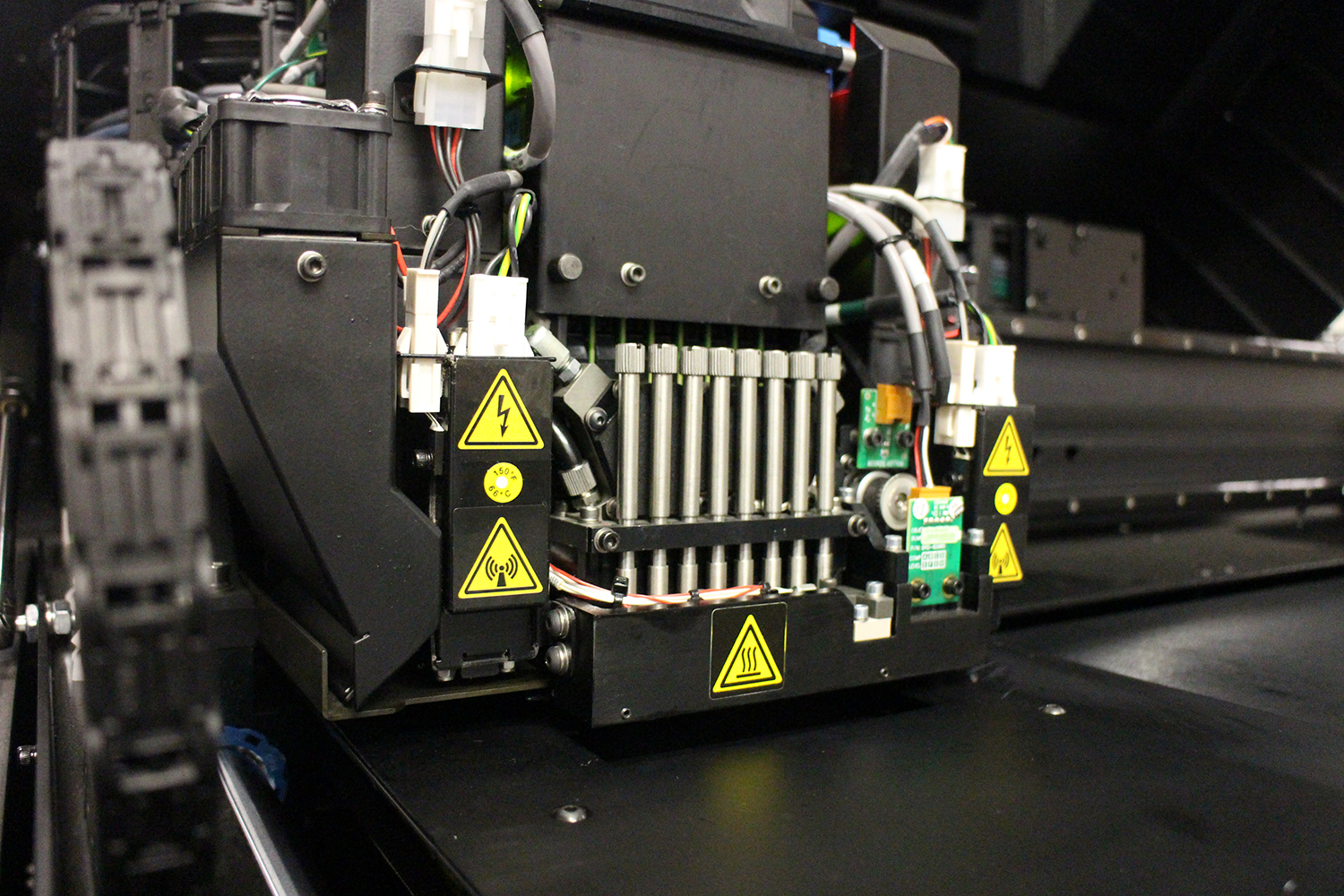 In order to print one layer, the PolyJet print head, which is made up of a grid of hundreds of holes, will deposit the material in droplet form onto the build platform in the shape of the first layer. This is commonly referred to as material jetting. For optimal printing control and accuracy, the liquid photopolymers are heated within the printer to achieve the desired viscosity before jetting. Once the material has been deposited onto the build platform, a UV light is passed over the build tray. This light cures the material, causing it to solidify as a chemical bond forms between the molecules. The build platform will then lower one layer height, and the process will begin again so that the layers are built one on top of the other until the part is complete.
In order to print one layer, the PolyJet print head, which is made up of a grid of hundreds of holes, will deposit the material in droplet form onto the build platform in the shape of the first layer. This is commonly referred to as material jetting. For optimal printing control and accuracy, the liquid photopolymers are heated within the printer to achieve the desired viscosity before jetting. Once the material has been deposited onto the build platform, a UV light is passed over the build tray. This light cures the material, causing it to solidify as a chemical bond forms between the molecules. The build platform will then lower one layer height, and the process will begin again so that the layers are built one on top of the other until the part is complete.
Support Structures
With additive manufacturing, layers will often need support in order to be built or else they may warp or collapse and cause the print to fail. These support structures are not part of the finished design and must be removed in post-processing. For PolyJet, these supports are built from a wax-like material that is most commonly removed by soaking the part in a lye solution where it dissolves over time. However, here at 3 Space, we have discovered that this lye solution can be  damaging to the part. Instead, we peel or scrape away the support material and then remove any remaining residue via water jetting.
damaging to the part. Instead, we peel or scrape away the support material and then remove any remaining residue via water jetting.
Post-Processing
Support structures are removed in post-processing. After this, PolyJet parts can be coated, painted, dyed, photobleached, and more. Sanding and tumbling are neither required nor recommended because these processes can damage the part and PolyJet parts do not have visible layer lines like some other additive manufacturing methods.
Differences from MultiJet and SLA
PolyJet is one of three additive manufacturing technologies that utilizes photopolymers and UV light to create parts. The other two are MultiJet 3D printing and stereolithography (SLA). PolyJet has a few noticeable differences that sets it apart from these.
PolyJet and MultiJet share nearly identical printing processes. Where they differ is with material starting state and resolution. PolyJet’s resin starts as a liquid and only hardens when it is cured. MultiJet, however, starts with a solid resin that must be melted before it can be deposited and cured. Because of this, MultiJet resin cools enough as it leaves the print head to maintain its shape better than PolyJet, preventing the droplet from spreading marginally upon impact with the  build platform as it does with PolyJet. This allows for MultiJet to have better droplet control, which increases its resolution. MultiJet 3D printers can have a resolution of up to 1600 DPI while PolyJet has a maximum of 600 DPI.
build platform as it does with PolyJet. This allows for MultiJet to have better droplet control, which increases its resolution. MultiJet 3D printers can have a resolution of up to 1600 DPI while PolyJet has a maximum of 600 DPI.
MultiJet also varies from PolyJet in that it may only print one model material at a time and is, therefore, unable to blend resins for varying hardnesses like PolyJet can. However, MultiJet has the benefit of having meltable support, which makes producing blind cavities possible.
As for SLA, its printing process includes using a vat of resin and a UV laser to create layers. It uses model material for support material as well so the supports must be clipped off in post-processing, often leaving rough patches that must be sanded. Additionally, unlike PolyJet parts, which are fully cured upon print completion, SLA parts must be further cured after removal from the build platform to reach optimal stiffness.
Materials
PolyJet 3D printers use thermoset resins, or photopolymers, that are sensitive to and cure upon contact with UV light. There are 22 base resins that can be printed as is or combined in varying ratios with each other to make a variety of shore hardnesses. When resins are blended, they become known as digital materials. By altering the ratios and compositions of these digital materials, you can achieve parts that mimic anything from flexible elastomers to rigid thermoplastics. It is important to note that, unlike thermoplastics, thermoset materials will burn instead of melt when exposed to extreme heat. Below, we’ve included a list of the most common PolyJet photopolymers you will find on the market:
Rigur
- Bright white
- Semi-rigid
- Designed to simulate polypropylene
- 150-200% stronger and more rigid than average ABS
- Improved dimensional and visual characteristics over ABS
- Commonly used for hot air and water testing for components in plumbing and household appliances
 Tango Family
Tango Family
- Limited colors (black, gray, or amber)
- Designed to simulate thermoplastic elastomers (flexible and rubber-like)
- Can be blended for any hardness between Shore 27A and 75A (from rubber bands to tire treads)
- Commonly used for applications requiring flex, such as hose assemblies, rubber surrounds, non-slip surfaces, prototypes of outsoles for footwear, and more
Digital ABS
- Opaque
- Digital material (blended)
- Rigid and tough
- Designed to simulate standard ABS
- Commonly used for demanding applications, such as consumer electronics, small appliances, jigs, fixtures, snap-fit joints, and components requiring thin walls
Vero Family
- Variety of colors (gray, black, white, yellow, magenta, cyan, blue, and clear)
- Comparable to acrylic
- Rigid
- Commonly used for modeling, fitting, and prototyping, including lighting fixtures, pipes, signs, lenses, and more
 RGD720
RGD720
- Translucent (slight amber tint; light transmission decreases as wall thickness increases)
- Rigid
- Commonly used for concept models where internal visual is necessary, such as assemblies and analyzing fluid flow through a component
RGD525
- High temp (HDT of 145°F)
- Designed to simulate engineering plastics
- Commonly used for high heat environments, such as hot air and water flow through pipes and faucets
Alternatives to PolyJet
While PolyJet technology may produce parts with superb aesthetics, the parts are very brittle and can warp or snap under stress. They are also not suited for high temperature working conditions. As such, if your part’s intended application requires it to be functional under moderate to severe stress and/or withstand 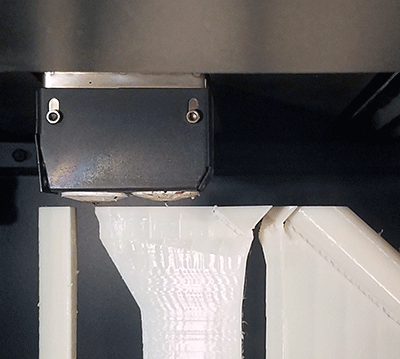 high heat, you may consider FDM 3D printing. FDM is an extrusion technology that uses thermoplastics that can handle both stress and high heat. However, FDM is not a practical choice for high volume production, so if you wish to produce your part in large quantities, it may be best to stick with traditional injection molding.
high heat, you may consider FDM 3D printing. FDM is an extrusion technology that uses thermoplastics that can handle both stress and high heat. However, FDM is not a practical choice for high volume production, so if you wish to produce your part in large quantities, it may be best to stick with traditional injection molding.
Ultimately, your part’s intended use will best inform your decision about which manufacturing technology is the prime choice.
3D Printing at 3 Space
Here at 3 Space, we specialize in 3D printing, such as PolyJet, MultiJet, and FDM. We offer each of these technologies in-house and have a team of highly skilled engineers ready to assist you with any questions or concerns you may have about design, process, lead time, materials, and more. For additional information, contact us today.